در مهندسی سازه و متالورژی، انتخاب گرید آلیاژی مناسب (مانند فولاد کربنی یا فولادهای آلیاژی با تنش تسلیم بالا) تنها نیمی از مسیر طراحی یک اتصال پایدار است. نیمه دوم و بسیار حیاتی، حفاظت از این قطعات در برابر فرسایش، اکسیداسیون و اتمسفرهای خورنده صنعتی است. پیچها و مهرهها به دلیل داشتن هندسه رزوهشده و تمرکز تنش در ریشه دندهها، به شدت در معرض پدیده خوردگی قرار دارند. اگر یک پوشش حمایتی کالیبره روی قطعه قرار نگیرد، سازه دچار تسلیم زودهنگام و شکست خستگی میشود. ما در این مقاله جامع از آکادمی تخصصی بولتیکال، سه روش اصلی بازار جهان یعنی گالوانیزه سرد (الکتروپلاسیون)، گالوانیزه گرم (غوطهوری داغ) و پوشش نوین داکرومات را از منظر مهندسی، هزینه لجستیکی و مقاومت نمکی واکاوی میکنیم.
بخش اول: چرا پیچ و مهرهها را آبکاری میکنیم؟ مکانیک خوردگی فلزات
فولاد در مجاورت اکسیژن و رطوبت اتمسفر، تمایل طبیعی به بازگشت به حالت پایدار خود یعنی اکسید آهن دارد. در مناطق ساحلی و محیط های شرجی که نرخ کلریدها و رطوبت اتمسفری بالاست، این فرآیند الکتروشیمیایی با سرعت سرسامآوری رخ میدهد. آبکاری صنعتی با ایجاد یک سد فیزیکی (Barrier Protection) یا مهار گالوانیکی (Sacrificial Protection)، مسیر نفوذ اکسیژن را سد میکند. در حفاظت فداشونده، فلزی با پتانسیل اکسیداسیون بالاتر (مانند روی یا آلومینیوم) روی سطح فولاد نشسته و خود را فدا میکند تا هسته مرکزی فولاد و رزوهها بدون آسیب باقی بمانند.
بخش دوم: کالبدشکافی فرآیند گالوانیزه سرد (Zinc Electroplating)
روش گالوانیزه سرد یا الکتروپلاسیون، یک فرآیند الکتروشیمیایی است که در آن از جریان الکتریکی مستقیم برای نشاندن لایهای ظریف از فلز روی (Zinc) بهره میگیرند.
۱. مکانیزم عملکرد گالوانیزه سرد
قطعات پس از چربیزدایی و اسیدشویی، درون یک الکترولیت اسیدی یا سیانیدی حاوی نمکهای روی غوطهور میشوند. پیچ و مهرهها نقش کاتد (قطب منفی) و شمشهای روی نقش آند (قطب مثبت) را ایفا میکنند. با برقراری جریان الکتریکی، یونهای مثبت روی حرکت کرده و به صورت یکنواخت روی سطح کاتد مینشینند. استاندارد مرجع این روش ASTM B633 است.
۲. مزایا و چالش پنهان تردی هیدروژنی (Hydrogen Embrittlement)
بزرگترین مزیت این روش، حفظ کامل تلرانسهای ابعادی رزوهها و ظاهر بسیار براق و زیبای قطعه است. اما یک خطر متالورژیکی شدید برای گریدهای پرمقاومت وجود دارد. در مرحله اسیدشویی با هیدروکلریک اسید، اتمهای هیدروژن آزاد شده و به درون ساختار کریستالی فولاد نفوذ میکنند. این پدیده در پیچهای گرید بالا سبب شکست ناگهانی تحت بار بدون تغییر شکل پیشزمینه میشود. به همین دلیل، برای این ردهها استفاده از روش سرد بدون فرآیند هیدروژنزدایی (De-embrittlement) ممنوع است؛ ما رفتارهای متالورژیکی این لایهها را در مستند علمی پیچ خشکه چیست و بررسی گرید ۸.۸ واکاوی کردهایم.
بخش سوم: کالبدشکافی فرآیند گالوانیزه گرم عمقی (Hot Dip Galvanizing – HDG)
روش غوطهوری داغ، یک فرآیند کاملاً حرارتی و نفوذی است که یک زره مکانیکی فوقالعاده ضخیم را روی فولاد پدید میآورد.
۱. مکانیزم عملکرد و واکنش نفوذی متالورژیکی
در این روش، قطعات وارد حمام ذوب روی با دمای ۴۴۰ الی ۴۶۰ درجه سانتیگراد میشوند. در این دما، یک واکنش شیمیایی بین آهن و روی رخ میدهد و چندین لایه ترکیبی بینفلزی (Intermetallic Layers) با سختی بسیار بالا شکل میگیرد. لایه بیرونی روی خالص است اما لایههای زیرین پیوند اتمی با فولاد دارند. استاندارد مرجع مرسوم این روش ASTM A153 و ISO 1461 است.
۲. الزام اورسایز کردن رزوهها و کاربرد در سازههای محیطی
ضخامت بالای این پوشش (بالای ۵۰ میکرون)، فضاهای خالی میان دندهها را پر میکند. به همین دلیل، مهرههای متناظر باید اورسایز (بزرگتر از سایز استاندارد) قلاویزکاری شوند که ضوابط فنی کامل آن را در مستند محاسباتی پیچ و مهره گالوانیزه گرم؛ برای محیطهای شرجی تبیین کردهایم. این روش گزینه اول برای مهار دکلهای عظیم برق و باد است که ضوابط استراتژیک آنها در مستند محاسباتی پیچ و مهره و اتصالات دکلهای مخابراتی فرموله شده است.
بخش چهارم: پوشش داکرومات (Zinc Flake Coating)؛ شاهکار مهندسی نوین
پوشش داکرومات یا زینک فلیک، یکی از هایتکترین روشهای آبکاری غیرالکترولیتی بر پایه آب است که انقلابی در صنایع خودروسازی و قطعات دقیق برپا کرد.
۱. مکانیزم ساختار تار عنکبوتی داکرومات
محلول داکرومات شامل پولکهای بسیار ریز روی (Zinc Flakes) و آلومینیوم در یک بایندر کروماتی یا غیرکروماتی است. قطعات به روش غوطهوری-سانتریفیوژ (Dip-Spin) به این محلول آغشته شده و سپس درون کورهای با دمای ۳۰۰ درجه سانتیگراد پخت میشوند. پولکهای روی و آلومینیوم به صورت لایههای موازی لاملار (مانند ساختار تارعنکبوتی یا پوست پیازی) روی هم مینشینند. این هندسه خاص، مسیر نفوذ رطوبت و اکسیژن را فوقالعاده طولانی میکند. استانداردهای مرجع بینالمللی این روش شامل ASTM F1136 و ISO 10683 است.
۲. حذف ریسک هیدروژن و حفظ تلرانسهای ابعادی
از آنجا که در فرآیند آمادهسازی داکرومات از اسیدشویی شدید استفاده نمیشود (به جای آن از شاتبلاست مکانیکی بهره میگیرند) و فرآیند الکتریکی نیست، خطر تردی هیدروژنی ۱۰۰٪ صفر است. بنابراین، داکرومات امنترین گزینه برای گرید فوقسخت ۱۲.۹ و اتصالات حساس است. همچنین ضخامت پوشش بسیار دقیق (بین ۵ الی ۱۵ میکرون) است که نیاز به اورسایز کردن مهرهها را کاملاً مرتفع میسازد.
بخش پنجم: جدول مقایسه پارامتری و محاسباتی روشهای آبکاری
دپارتمانهای مهندسی و مدیران لجستیک تدارکات برای انتخاب پوشش بهینه، باید رفتارهای مکانیکی و متالورژیکی این سه روش را در کنار هم ارزیابی کنند:
| پارامتر فنی / متالورژیکی | گالوانیزه سرد (Electroplating) | گالوانیزه گرم (Hot Dip) | پوشش داکرومات (Zinc Flake) |
|---|---|---|---|
| استاندارد مرجع جهانی | ASTM B633 / ISO 2081 | ASTM A153 / ISO 1461 | ASTM F1136 / ISO 10683 |
| ضخامت پوشش (میکرون) | ۵ الی ۱۲ میکرون | ۵۰ الی ۸۵ میکرون | ۵ الی ۱۵ میکرون |
| مقاومت نمکی (Salt Spray) | ۲۴ الی ۹۶ ساعت | ۵۰۰ الی ۸۰۰ ساعت | ۸۰۰ الی ۱۵۰۰ ساعت |
| خطر تردی هیدروژنی | بسیار بالا (نیازمند بیکینگ) | متوسط (در فاز اسیدشویی) | مطلقاً صفر |
| نیاز به اورسایز کردن رزوه | ندارد | بله (قلاویزکاری مجدد مهره) | ندارد |
| پایداری حرارتی مجاز | تا ۱۵۰ درجه سانتیگراد | تا ۲۰۰ درجه سانتیگراد | تا ۳۰۰ درجه سانتیگراد |
نکته فنی برای طراحان سیستمهای اتصالات: اگر قطعه شما در خطوط تولید تماماتوماتیک یا بردهای الکترونیکی ظریف بکار میرود، ضخامت گالوانیزه گرم مهندسی کار را خراب میکند؛ در این شرایط پیچهای ستارهای با پوشش سرد یا داکرومات اولویت دارند که هندسه ابعادی آنها در مستند پیچ ستارهای (Torx)؛ چرا جایگزین چهارسو میشود بازخوانی شده است. همچنین برای ورقهای بسیار نازک شاسی که تحمل حرارت حمام ذوب را ندارند، بکارگیری رزوههای مدرن کارگاهی ارجحیت دارد که ساختار فنی آنها در مقاله مرجع مهره پرچی چیست کالبدشکافی شد.
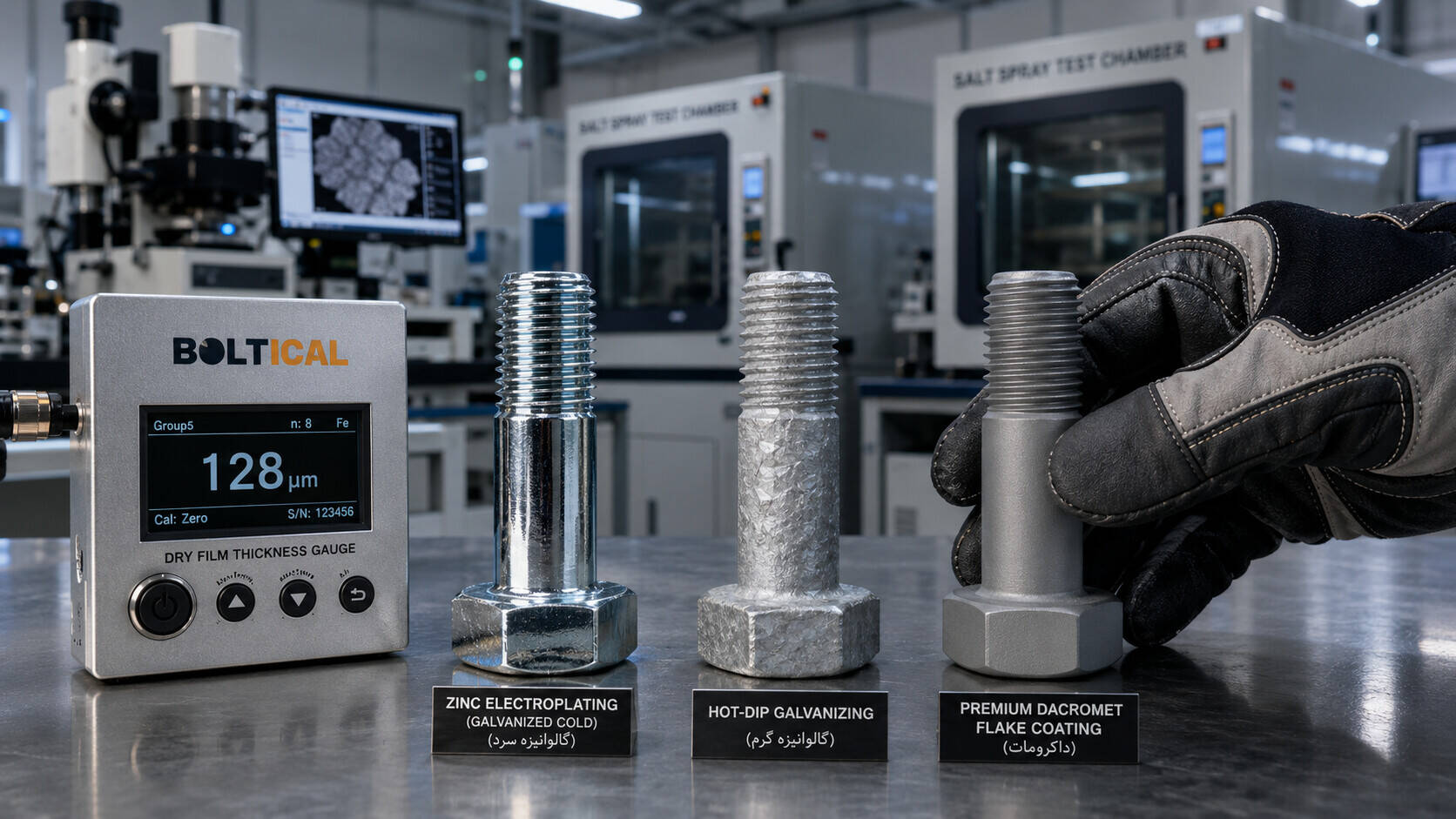
بخش ششم: تست سالت اسپری (تست مه نمکی)؛ عیار واقعی سنجش پوششها
تنها راه اثبات کیفیت ادعایی انبارها، انجام تست آزمایشگاهی خوردگی تسریعشده یا همان Salt Spray Test بر اساس استاندارد ASTM B117 است. در این تست، قطعات درون محفظهای با اتمسفر کلرید سدیم ۵ درصد و دمای ۳۵ درجه سانتیگراد قرار میگیرند. زمان ظهور شوره سفید (خوردگی روی) و شوره قرمز (خوردگی آهن هسته) ثبت میشود. همانطور که در جدول بالا مشاهده کردید، پوشش داکرومات با وجود ضخامت بسیار کمتر، به دلیل ساختار متراکم لاملار خود، مقاومت اتمسفری تا دو برابر بیشتر از گالوانیزه گرم سنگین نشان میدهد.
بخش هفتم: جغرافیای بازار شادآباد و فاکتورهای تعیین قیمت تنی و دانهای کالا
تدارکات پروژهها در بازار آهن ایران نیازمند شناخت رفتارهای مالی هر پوشش است. قطعات گالوانیزه سرد به صورت کیلویی و با هزینه پایین آبکاری میشوند. گالوانیزه گرم به دلیل نیاز به کورههای بزرگ ذوب و مصرف بالای شمش روی، قیمت تنی بالاتری دارد و فرآیند اورسایز کردن مهرهها نیز هزینهای مجزا به آن اضافه میکند. قیمت داکرومات به عنوان یک فرآیند تخصصی و مدرن، بر اساس تیراژ یا کیلوگرم محاسبه شده و ارزش افزوده بالایی به قطعات مهندسی میبخشد. بورس خطوط آبکاری و انبارهای وارداتی این کالاها در شادآباد (مجتمع آوا جنرال و آهنمکان) متمرکز است که ما نقشه دسترسی کارگاهی آن را در گزارش مرکز فروش پیچ و مهره در تهران پیاده کردهایم. فرمولهای مالی وزن پوشش نیز در مستند قیمت پیچ و مهره کیلویی قابل بازخوانی است.
برای سازههای ثابت بتنی و فونداسیونها نیز، پیمانکاران باید رفتارهای اتصالات کاشتار را در مقاله محاسباتی انکربولت مکانیکی و شیمیایی؛ کدام برای بتن بهتر است؟ مطالعه کرده و سبد کالای خود را در محصولات انکربولت تکمیل نمایند. کدهای کلی انطباق پیچها نیز در محصولات پیچ شش گوش در دسترس است و اصطلاحات دندهها در واژهنامه تخصصی اتصالات و رزوههای مهندسی ثبت شده است.
نتیجهگیری: مهندسی حفاظت سطحی با راهکارهای جامع بولتیکال
تحلیلهای متالورژیکی و آزمایشگاهی اثبات میکند که هیچ پوشش واحدی برای تمام پروژهها وجود ندارد؛ انتخاب میان گالوانیزه سرد برای حفظ دقت ابعادی در محیطهای داخلی، گالوانیزه گرم سنگین برای پایداری سازهای در محیطهای شرجی دکلها، و داکرومات به عنوان عالیترین راهکار برای حذف تردی هیدروژنی در گریدهای پرمقاومت، مرز میان پایداری ابدی سازه و شکست کارگاهی را رقم میزند. پلتفرم مهندسی و بازرگانی بولتیکال با در اختیار داشتن زنجیره تأمین استاندارد، انواع پیچ، مهره و واشر را با آبکاریهای کالیبره شده گالوانیزه سرد، گرم عمقی و داکرومات همراه با آزمایشهای سالت اسپری و آزمایشگاهی تدارک و عرضه مینماید تا کیفیت تدارکات صنعتی شما کاملاً تضمین شود. برای دریافت مشاوره فنی، استعلام قیمت تنی و کاتالوگهای کالیبره، هماکنون به صفحه اصلی بولتیکال مراجعه فرمایید.