
در پروژههای عظیم صنعتی و ساختوسازهای مدرن، زمان به معنای واقعی کلمه معادل سرمایه است. در دهههای گذشته، اتصال دو قطعه فلزی نیازمند سه مرحله مجزا بود: سنبهزنی، سوراخکاری با مته، و در نهایت بستن پیچ (یا قلاویزکاری). پیچ سرمته (Self-Drilling Screw) به عنوان یک شاهکار در طراحی اتصالات، این سه مرحله را در یک حرکت دورانی ادغام کرده است. اما در بازار پیچ و مهره ایران، از شادآباد تا حسنآباد، صدها برند با کیفیتهای متناقض وجود دارند.
تفاوت یک پیچ سرمته باکیفیت تایوانی با یک نمونه ضعیف در چیست؟ چرا برخی پیچها در ضخامتهای بالای ۳ میلیمتر میشکنند یا مته آنها میسوزد؟ ما در این دانشنامه از فروشگاه پیچ و مهره بولتیکال (Boltical)، به کالبدشکافی دقیق پیچهای سرمته از منظر متالورژی، استانداردهای بینالمللی (DIN و ISO) و ظرفیتهای مکانیکی میپردازیم. این مقاله، راهنمای نهایی شما برای انتخاب و خرید هوشمندانه این قطعه استراتژیک است.
۱. آناتومی پیچ سرمته و تفاوت مهندسی آن با پیچ خودکار
بسیاری از تکنسینها و حتی فروشندگان، اصطلاحات «پیچ خودکار» (Self-Tapping) و «پیچ سرمته» (Self-Drilling) را به جای یکدیگر استفاده میکنند، در حالی که از نظر مکانیک اتصالات، این دو کاملاً متفاوت هستند.
۱.۱. پیچ خودکار (Self-Tapping Screws)
این پیچها دارای رزوههایی با لبههای تیز هستند که میتوانند در قطعه کار برای خود مسیر (رزوه) ایجاد کنند. با این حال، نمیتوانند سطح فلز را سوراخ کنند. برای استفاده از پیچ خودکار، حتماً به یک سوراخ اولیه (Pilot Hole) نیاز است.
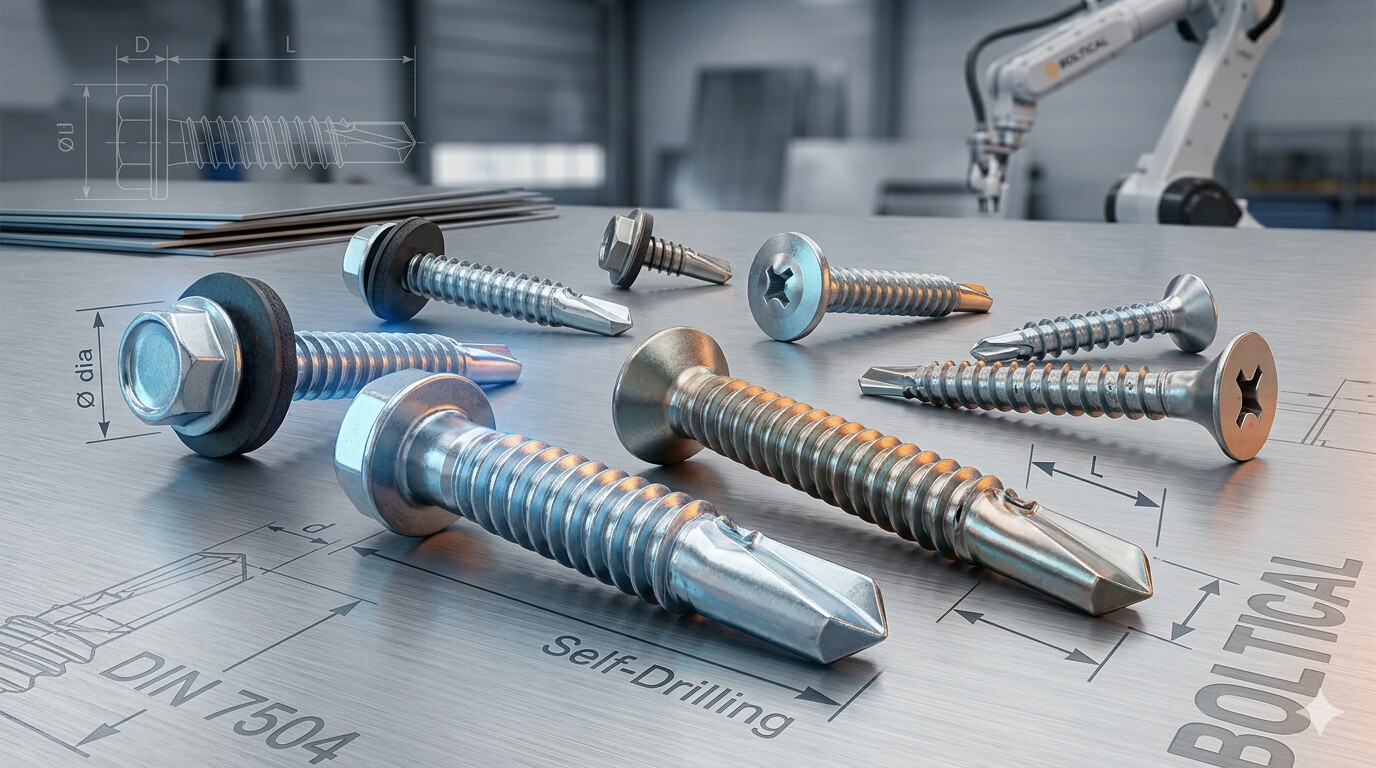
۱.۲. پیچ سرمته (Self-Drilling Screws)
این پیچها علاوه بر داشتن رزوههای خودکار، دارای یک نوک متهشکل (Drill Point) با دو لبه برشی (Cutting Edges) و شیارهای تخلیه براده (Flutes) هستند. نوک متهای این پیچها مستقیماً فلز را سوراخ کرده و در کسری از ثانیه رزوه را در ضخامت قطعه درگیر میکند. طول شیار مته (Flute Length) تعیینکننده حداکثر ضخامتی است که پیچ میتواند بدون گیر کردن برادهها، سوراخ کند.
۲. متالورژی و عملیات حرارتی در تولید پیچ سرمته
یک پیچ سرمته برای اینکه بتواند فولاد سازهای را سوراخ کند، باید سختی بالاتری نسبت به قطعه کار داشته باشد. این امر از طریق انتخاب متریال دقیق و فرآیند سختکاری (Heat Treatment) به دست میآید.
۲.۱. فولاد کربنی سختکاری شده (Case-Hardened Carbon Steel)
بیش از ۹۰ درصد پیچهای سرمته بازار از فولادهای کربنی (مانند AISI 1018 یا 1022) تولید میشوند. برای ایجاد قابلیت سوراخکاری، این پیچها تحت فرآیند سختکاری سطحی (Case Hardening) قرار میگیرند. در این فرآیند، پوسته بیرونی پیچ و لبههای برشی مته به سختی بسیار بالا (حدود 50-60 HRC) میرسند تا بتوانند فلز را برش دهند، در حالی که مغز پیچ نرمتر و انعطافپذیرتر باقی میماند تا در برابر تنشهای برشی (Shear Stress) و پیچشی (Torsional Stress) دچار شکست ترد (Brittle Failure) نشود.
۲.۲. استنلس استیل (فولاد ضد زنگ – Stainless Steel 304/316)
پیچهای سرمته استیل مقاومت بینظیری در برابر خوردگی دارند، اما یک چالش بزرگ مهندسی در آنها وجود دارد: فولاد ضد زنگ سری ۳۰۰ (آستنیتی) قابلیت سختکاری حرارتی بالایی ندارد. بنابراین، یک پیچ سرمته تمام استیل 304 معمولاً نمیتواند فولادهای سخت را سوراخ کند و بیشتر برای سوراخکاری آلومینیوم یا پلاستیک استفاده میشود.
راهکار مهندسی (Bi-Metal Screws): برای حل این مشکل، تولیدکنندگان پیشرو پیچهای دو-فلزی (Bi-Metal) تولید میکنند. در این پیچها، بدنه از استیل 304 یا 316 ساخته شده، اما نوک مته از فولاد کربنی سختکاری شده است که به بدنه جوش اصطکاکی (Friction Weld) خورده است. پس از سوراخکاری، نوک مته ممکن است زنگ بزند، اما بدنه درپوشیده و ضدزنگ باقی میماند.
۳. انواع پوشش و آبکاری (Corrosion Resistance)
با توجه به اینکه پیچهای سرمته عمدتاً در سقفهای شیروانی، نماهای ساختمان و محیطهای خارجی استفاده میشوند، نوع پوشش آنها حیاتی است. عملکرد یک پیچ در تست اسپری نمک (Salt Spray Test – ASTM B117) تعیینکننده کیفیت آبکاری آن است.
- گالوانیزه الکتریکی (Zinc Plated – Electro-galvanized): رایجترین و ارزانترین پوشش (رنگ نقرهای یا زرد). برای محیطهای داخلی با رطوبت پایین مناسب است. مقاومت در تست نمک: حدود ۴۸ تا ۹۶ ساعت.
- پوشش روسپرت (Ruspert Coating): یک سیستم پوششدهی سه لایه (شامل روی، فیلم شیمیایی ضدخوردگی و روکش سرامیکی پخته شده). مقاومت عالی در برابر اسیدها و بازها. مقاومت در تست نمک: ۵۰۰ تا ۱۰۰۰ ساعت.
- پوشش داکرومات / ژئومت (Dacromet / Geomet): پوشش بر پایه ذرات روی و آلومینیوم بدون استفاده از کروم ششظرفیتی (دوستدار محیط زیست). این پوشش ضخامت کمی دارد اما مقاومت فوقالعادهای در برابر خوردگی ایجاد میکند. مقاومت در تست نمک: بیش از ۱۰۰۰ ساعت. برای مناطق شرجی مانند شمال و جنوب ایران، خرید پیچ سرمته الزامی است.
۴. استانداردهای ابعادی و انواع گل پیچ سرمته (DIN Standards)
استاندارد مرجع برای پیچهای سرمته DIN 7504 (معادل ISO 15480 تا 15483) است. این استاندارد بر اساس نوع گل پیچ به زیرشاخههای زیر تقسیم میشود:
۴.۱. پیچ سرمته ششگوش واشردار (DIN 7504-K)
این نوع که در بازار به پیچ شیروانی معروف است، دارای یک گل ششگوش است که با آچار بکس (سایز ۸ یا ۱۰) بسته میشود. معمولاً با یک واشر فلزی و واشر لاستیکی EPDM (برای آببندی) همراه است. ایده آل برای نصب ساندویچ پانل و ورقهای سقف.
۴.۲. پیچ سرمته سر تخت / خزینه (DIN 7504-P / ISO 15482)
گل این پیچ به صورت مخروطی طراحی شده تا کاملاً همسطح با قطعه کار (Flush) قرار گیرد. برای نصب یراقآلات، قاب پنجرههای UPVC و سطوحی که نیاز به ظاهر صاف دارند کاربرد دارد. معمولاً دارای درایو چهارسو (Phillips) است.
۴.۳. پیچ سرمته واشردار پهن (Wafer Head / Truss Head)
این مدل که استاندارد اختصاصی یکپارچهای ندارد اما بسیار پرمصرف است، دارای یک گل پهن و تخت است. سطح اتکای زیاد این گل، از پاره شدن ورقهای نازک و آلومینیومی جلوگیری میکند.
| شماره مته (Point No.) | سایز رایج پیچ | قطر پیچ (mm) | محدوده ضخامت سوراخکاری (mm) | کاربرد صنعتی |
|---|---|---|---|---|
| Point #2 | #6 و #8 | ۳.۵ – ۴.۲ | ۰.۹ تا ۲.۵ | نصب ورقهای نازک، کناف، قاب پنجره |
| Point #3 | #10 و #12 | ۴.۸ – ۵.۵ | ۲.۵ تا ۵.۰ | سقفهای شیروانی، ساندویچ پانل، سازههای سبک |
| Point #4 | #12 و 1/4″ | ۵.۵ – ۶.۳ | ۵.۰ تا ۸.۰ | اتصال به قوطیهای آهنی و سازههای سنگینتر |
| Point #5 | 1/4″ | ۶.۳ | ۸.۰ تا ۱۲.۵ | تیرآهن، اسکلت فلزی (سوراخکاری ورق ضخیم) |
نکته مهندسی: ضخامت سوراخکاری شامل مجموع ضخامت تمام لایههایی است که پیچ باید از آنها عبور کند. اگر طول مته (Flute) از ضخامت کل ورقها کوتاهتر باشد، رزوه پیچ قبل از اتمام سوراخکاری با فلز درگیر شده و باعث شکستن پیچ میشود.
۵. راهنمای نصب و بهینهسازی گشتاور (RPM & Thrust)
حتی بهترین پیچ سرمته تایوانی نیز اگر با تکنیک اشتباه نصب شود، خواهد شکست. سه پارامتر اساسی در نصب پیچهای سرمته وجود دارد:
۱. سرعت چرخش (RPM)
استفاده از دریل با دور بسیار بالا (بیش از 2500 RPM) برای سوراخکاری فولاد ضخیم، باعث ایجاد اصطکاک حرارتی شدید شده و مته پیچ میسوزد (تغییر رنگ به آبی یا بنفش و از بین رفتن سختی سطحی). به عنوان یک قانون کلی:
- برای ورقهای نازک و پیچهای Point 2: سرعت ۱۸۰۰ تا ۲۵۰۰ دور در دقیقه.
- برای فولاد ضخیم و پیچهای Point 4/5: سرعت ۱۰۰۰ تا ۱۵۰۰ دور در دقیقه.
۲. نیروی محوری (Thrust / Axial Load)
فشار بیش از حد به دریل باعث سوراخکاری سریعتر نمیشود، بلکه لبههای برشی مته را خرد میکند. فشار باید متناسب با سختی فلز باشد؛ معمولاً بین ۱۵ تا ۳۵ کیلوگرم نیرو (۱۵۰ تا ۳۵۰ نیوتن) کافی است.
۳. کلاچ و گشتاور (Torque Control)
دریل پیچگوشتی شما باید دارای کلاچ قابل تنظیم باشد. اعمال گشتاور بیش از حد پس از نشستن گل پیچ (Over-torquing) باعث بریدن گل پیچ (Head Snapping) یا هرز شدن رزوه در ورقهای نازک (Stripping) میشود.
۶. راهنمای خرید B2B: تایوانی، چینی یا ایرانی؟
در بازار اتصالات صنعتی ایران، تنوع مبدا تولید بهشدت روی قیمت و کیفیت تاثیرگذار است. برای پروژههای انبوه، خرید چشمبسته به معنای اتلاف بودجه است.
پیچهای سرمته تایوانی
تایوان مهد تکنولوژی تولید پیچ سرمته در جهان است. برندهای تایوانی به دلیل استفاده از دستگاههای فورج سرد پیشرفته و کنترل کیفیت سختگیرانه، بالاترین دقت ابعادی و سختی مته را دارند. مته این پیچها بهندرت در حین کار میسوزد. این پیچها گرانتر هستند اما برای پروژههای حساس و زمانبر، سرعت اجرا را به شدت افزایش میدهند.
پیچهای سرمته چینی
بازار چین از کیفیتهای درجه سه تا کیفیتهای گرید A که تنه به تنه تایوان میزنند را تولید میکند. پیچهای چینی باکیفیت برای مصارف عمومی مانند اجرای سقف سوله بسیار اقتصادی و مقرونبهصرفه هستند.
برای دریافت مشاوره تخصصی در زمینه تامین متریال پروژههای خود و دریافت لیست قیمت پیچ و مهره کیلویی و کارتنی، کارشناسان مهندسی فروش بولتیکال آماده پاسخگویی به شما هستند.
۷. عیبیابی سریع (Troubleshooting Guide)
اگر در حین پروژه با مشکل مواجه شدید، این چکلیست مشکل شما را حل میکند:
- مته میسوزد یا کند میشود: سرعت دریل (RPM) خیلی بالاست یا فشار زیادی وارد میکنید. همچنین ممکن است سختی فولاد قطعه کار بیش از حد مجاز باشد.
- پیچ در میانه راه میشکند: طول شیار مته (Flute) برای ضخامت قطعه شما کوتاه است. رزوه درگیر شده در حالی که سوراخکاری تمام نشده است.
- سر پیچ (گل پیچ) میبرد: گشتاور دریل (Torque) روی درجه بالایی تنظیم شده است. کلاچ دریل را کاهش دهید.
نتیجهگیری
پیچ سرمته یک شاهکار مهندسی است که در صورت انتخاب صحیح (بر اساس ضخامت ورق، محیط خورنده و استاندارد ابعادی)، هزینههای نیروی انسانی و زمان پروژه شما را به شدت کاهش میدهد. چه در حال طراحی یک سازه فلزی سنگین باشید و چه در حال اجرای سقف شیروانی، تکیه بر اطلاعات دقیق فنی و خرید از منابع معتبر، ضامن ایمنی و کیفیت کار شماست.
برای مشاهده تنوع محصولات، جداول فنی بیشتر و ثبت سفارش عمده، به بخش پیچ سرمته مراجعه کنید یا با شمارههای تماس ما در ارتباط باشید.












