
در نگاه اول، یک پیچ ششگوش یا یک استاد بولت فولادی، قطعهای سخت، صلب و تغییرناپذیر به نظر میرسد. اما در دنیای مکانیک جامدات و متالورژی، پیچها زنده هستند؛ آنها نفس میکشند، تحت تأثیر نیروهای کششی منبسط میشوند، در برابر نیروهای برشی خم میشوند و گاهی در سکوت کامل و بدون هیچگونه هشدار قبلی، فاجعهای به نام شکست ناگهانی را رقم میزنند. سقوط یک جرثقیل تاورکرین، نشتی یک فلنج پرفشار پتروشیمی یا از هم پاشیدن یک اسکلت فلزی، همگی ثمره بریدن یک یا چند اتصال هستند. در این مقاله تخصصی از پلتفرم بولتیکال، فرضیات کلیشهای بازار را کنار میگذاریم و با ذرهبین مهندسی ارزش، به این سوال کلیدی پاسخ میدهیم: چرا پیچها میشکنند؟ و چگونه پدیدههای تنش و خستگی، تارهای متالورژیکی فولاد را نابود میکنند.
بخش اول: مثلث مرگ در اتصالات؛ انواع مکانیزمهای بارگذاری منجر به شکست
برای درک اینکه چرا یک اتصال به پایان عمر مکانیکی خود میرسد، ابتدا باید نوع نیروی وارده را تفکیک کنیم. پیچها در سازههای صنعتی عموماً تحت سه نوع تنش اصلی به مرحله واماندگی (Failure) میرسند:
۱. تنش کششی بیش از حد (Overload Tensile Failure)
هر گرید از پیچ یک حد تسلیم (Yield Strength) و یک حد استحکام نهایی (Ultimate Tensile Strength) مشخص دارد. وقتی نیروی کششی وارده به ساقه پیچ از حد تسلیم عبور کند، فولاد وارد فاز تغییر شکل پلاستیک (تغییر شکل برگشتناپذیر) میشود. در این حالت ساقه پیچ پدیده گلویی شدن (Necking) را تجربه میکند و در نهایت مقطع آن پاره میشود.
۲. تنش برشی خالص (Shear Failure)
این پدیده زمانی رخ میدهد که دو صفحه متصلشده در جهات مخالف یکدیگر حرکت کنند و نیروی وارده عمود بر محور طولی پیچ باشد. مهندسان در محاسبات فنی، مقاومت برشی پیچها را معمولاً بین ۶۰ تا ۷۰ درصد مقاومت کششی آنها لحاظ میکنند. طراحان سازه برای مهار این تنش در اتصالات اصطکاکی، ترجیح میدهند پیچهای گرید بالا را به کار بگیرند. برای بررسی رفتار ابعادی این ردهها، میتوانید وضعیت موجودی را در محصولات پیچ شش گوش بولتیکال بررسی نمایید.
۳. تنشهای پیچشی (Torsional Stress)
اصطکاک بین رزوههای نر و ماده در زمان نصب و سفت کردن پیچ، این تنش را ایجاد میکند. اگر اپراتور کارگاه بدون استفاده از ابزار کالیبره (آچار ترکمتر) گشتاور بیش از حدی را به پیچ اعمال کند، پیچ در اثر تنش پیچشی ترکیبی، قبل از مواجهه با بارهای سازهای میبرد.
بخش دوم: خستگی پیچ (Fatigue Failure)؛ قاتل خاموش اتصالات صنعتی
خطرناکترین و شایعترین نوع شکست در صنایع، شکست خستگی است. این پدیده زمانی رخ میدهد که بارهای متناوب، نوسانی و تکرارشونده (Dynamic/Cyclic Loads) پیچ را هدف قرار میدهند؛ بارهایی که مقدار آنها حتی بسیار کمتر از حد تسلیم استاتیکی پیچ است.
مکانیزم سه مرحلهای پدیده خستگی:
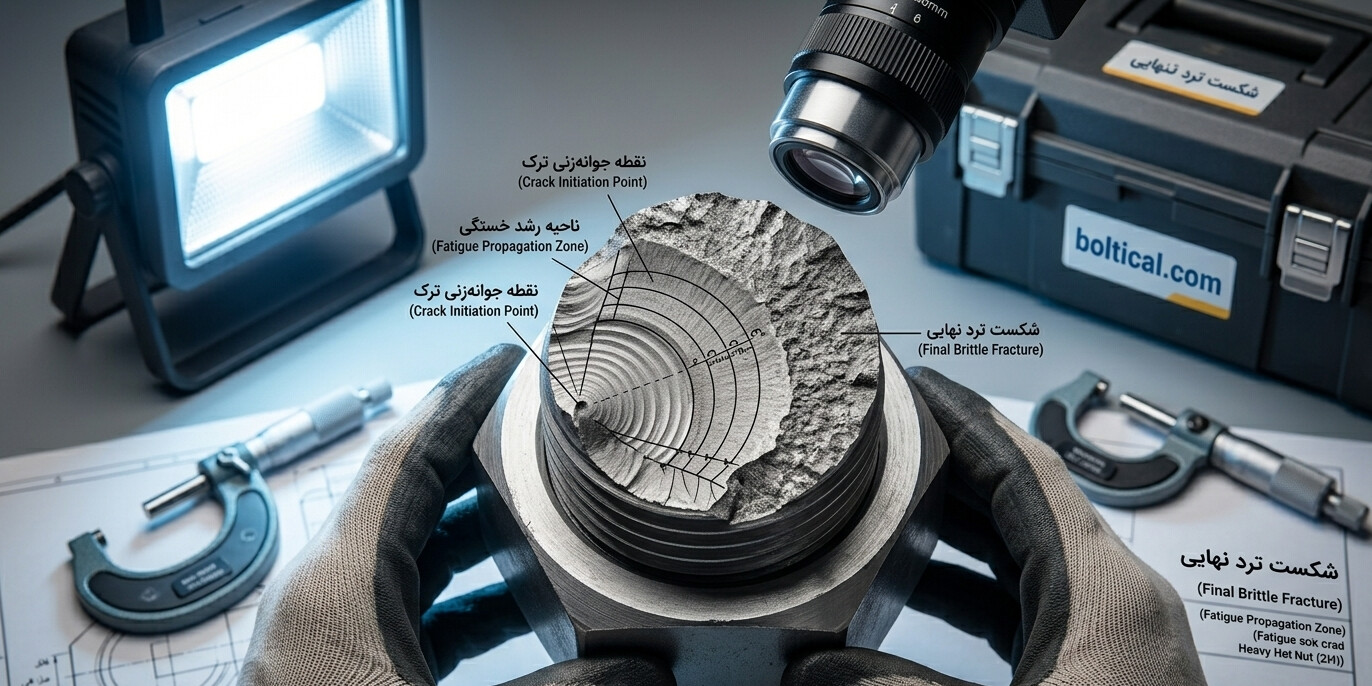
شکست خستگی مانند یک بیماری پنهان در سه فاز زمانی رخ میدهد که مهندسان بدون تجهیزات آزمایشگاهی نمیتوانند آن را شناسایی کنند:
- جوانهزنی ترک (Crack Initiation): بارهای نوسانی (مانند ارتعاش کمپرسور یا بادهای فصلی روی استراکچر)، یک میکروترک میکروسکوپی را در نقطه تمرکز تنش (عموماً ریشه اولین رزوه آزاد پیچ) خلق میکنند.
- رشد ترک (Crack Propagation): با ادامه چرخههای بارگذاری، این ترک ریز به آرامی در عرض مقطع پیچ پیشروی میکند. در این فاز، دو لبه ترک به دلیل نوسان بار روی هم میسایند و سطحی صیقلی را شکل میدهند که مهندسان آن را “ساحل خستگی” مینامند.
- شکست ناگهانی (Catastrophic Fracture): با پیشروی ترک، سطح مقطع موثر و باربر پیچ آنقدر کوچک میشود که دیگر توان تحمل بار استاتیکی معمولی سازه را ندارد؛ در این لحظه، بخش باقیمانده مقطع به صورت ناگهانی و با صدای مهیب دچار شکست ترد میشود.
بخشهای متحرک و ارتعاشی نظیر شاسی ماشینآلات، به گریدهای فوق پرمقاومت با مقاومت خستگی بالاتر نیاز مبرم دارند؛ شما میتوانید ویژگیهای مکانیکی این ردهها را در محصولات پیچ آلن و آلن استوانهای بولتیکال بررسی کنید.
بخش سوم: آناتومی رزوهها و نقش هندسه در تجمع خطوط تنش
چرا ترک خستگی تقریباً همیشه از محل رزوهها شروع میشود؟ پاسخ در مفهوم تمرکز تنش (Stress Concentration) نهفته است. رزوههای پیچ به دلیل ماهیت هندسی خود و تغییر مقطع ناگهانی، سدهایی را در برابر عبور یکنواخت خطوط تنش فیزیکی ایجاد میکنند.
ریشه رزوههای تیز در برابر رزوههای شعاعدار
در پیچهای استاندارد درجه یک، ریشه رزوه (Thread Root) نباید زاویه تیز داشته باشد، بلکه طراحان باید یک شعاع انحنای مشخص (Radius) برای آن در نظر بگیرند. رزوههای با ریشه تیز، مثل یک گوه عمل میکنند و ضریب تمرکز تنش را تا ۳ برابر افزایش میدهند. کارخانجات معتبر برای کاهش این اثر، فرآیند رولینگ رزوهها را بعد از عملیات حرارتی انجام میدهند تا تنشهای پسماند فشاری مفیدی در ریشه رزوه ایجاد کنند؛ این تنشها مانع از رشد ترک خستگی میشوند. ما اصطلاحات مهندسی مربوط به هندسه دندهها را به طور کامل در واژهنامه تخصصی اتصالات و رزوههای مهندسی مدون کردهایم.
بخش چهارم: جدول تحلیل متالورژیکی گریدهای پیچ و نوع شکست رایج آنها
هر گرید آلیاژی به دلیل ساختار کریستالی خود (مارتنزیتی، آستنیتی یا فریتی)، رفتار متفاوتی در برابر تنشها نشان میدهد. جدول زیر راهنمای عیبیابی شکست را بر اساس متریال ارائه میدهد:
| گرید و کلاس پیچ | نوع شکست متداول | علت ریشهای شکست (Root Cause) | راهکار پیشگیری مهندسی ارزش |
|---|---|---|---|
| پیچ آهن گرید ۵.۶ و ۴.۸ | شکست نرم (Ductile) همراه با دفرمه شدن شدید | بارگذاری بیش از حد کششی به دلیل ظرفیت پایین تسلیم متریال | جایگزینی با پیچهای پرمقاومت خشکه بر اساس تناژ محاسباتی بار سازه |
| فولاد خشکه گرید ۸.۸ | شکست خستگی (Fatigue) در محیطهای ارتعاشی | عدم تأمین پیشبار (Preload) کافی و شل شدن اولیه رزوهها | محاسبه دقیق گشتاور بستن سفتکاری با آچار ترکمتر کالیبره شده |
| فولاد آلیاژی کلاس ۱۰.۹ و ۱۲.۹ | شکست ترد ناگهانی (Hydrogen Embrittlement) | نفوذ اتمهای هیدروژن در زمان اسیدشویی آبکاریهای غیر استاندارد | استفاده از پوششهای نوین زینک فلیک بدون اسیدشویی مانند پوششهای داکرومات |
| استیل ضدزنگ ۳۰۴ و ۳۱۶ (A2 / A4) | جام کردن رزوهها (Galling) و بریدن پیچشی | اصطکاک شدید بین رزوههای همجنس و جوش سرد میکروسکوپی دندهها | استفاده از روانکنندههای ضدجام (Anti-Seize) یا تغییر گرید مهره مچشده |
نکته لجستیکی برای مدیران خرید: برای استعلام قیمت و تدارکات گریدهای سنگین پالایشگاهی و ساختمانی، میتوانید مستقیماً به محصولات انکر بولت و همچنین بخش تخصصی محصولات پیچ و مهره استیل بولتیکال مراجعه کنید و برگه تست آنالیز (MTR) اقلام را تحویل بگیرید.
بخش پنجم: چالش پیشبار (Preload)؛ چرا شل شدن پیچ، عامل اصلی شکست خستگی است؟
یک پارادوکس مهندسی در اتصال وجود دارد: بسیاری از پیچها به این دلیل میشکنند که اپراتورها آنها را به اندازه کافی محکم نبستهاند!
وقتی کارگر فنی پیچ را در یک اتصال سفت میکند، یک نیروی کششی اولیه به نام پیشبار (Preload) در آن به وجود میآید که دو قطعه سازه را به شدت به هم میفشارد. اگر مهندسان این پیشبار را به اندازه کافی بزرگ انتخاب کنند، بدنه سازه بارهای نوسانی خارجی ناشی از کارکرد دستگاه را جذب میکند و سهم ناچیزی از نوسان بار به ساقه پیچ میرسد.
اما اگر اپراتور پیچ را شل ببندد یا پیچ در اثر ارتعاشات حرارتی دچار افت پیشبار شود، کل دامنه بارهای نوسانی مستقیماً به ساقه پیچ فشار میآورند. این نوسان ممتد، سرعت رشد ترک خستگی را تا ۱۰۰ برابر افزایش میدهد و منجر به بریدن ناگهانی پیچ میشود. به همین دلیل، در سازههایی مانند فونداسیونهای توربین یا دکلهای انتقال نیرو، مهندسان استفاده از انکرهای مکانیکی باکیفیت و کنترل گشتاور را الزامی میدانند؛ ما اصول محاسباتی این بخش را در مقاله محاسبه ظرفیت باربری انکربولتها کالبدشکافی کردهایم.
بخش ششم: خوردگی تنشی (SCC) و تأثیر روشهای پوششدهی بر پایداری قطعه
محیطهای مرطوب یا اسیدی، کاتالیزورهای قدرتمندی هستند که شکست پیچها را تسریع میکنند. پدیدهای به نام خوردگی تحت تنش (Stress Corrosion Cracking) زمانی رخ میدهد که یک پیچ تحت تنش کششی دائمی، در یک محیط خورنده قرار میگیرد. در این حالت، نرخ رشد ترکها چندین برابر حالت عادی اتمسفری خواهد بود.
ریسکهای تردی هیدروژنی در گالوانیزه گرم
مهندسان برای محافظت از پیچهای خشکه در برابر خوردگی، اعمال پوشش سطحی را یک ضرورت میدانند. اما فرآیندهای سنتی مانند گالوانیزه گرم (HDG) به دلیل مرحله اسیدشویی با اسید کلریدریک، اتمهای هیدروژن را وارد شبکه بلوری فولادهای پرمقاومت (کلاس ۱۰.۹ به بالا) میکنند؛ این پدیده شکستهای ترد و فاجعهباری را رقم میزند. امروزه استاندارد مهندسی استفاده از آبکاریهای مدرن را توصیه میکند؛ ما جزئیات این فرآیندها را در مستند علمی روشهای آبکاری و پوششدهی پیچ و مهره واکاوی کردهایم.
برای سازههای سقفی یا سولههای تحت رطوبت، نصابها باید واشرهای پلیمری مچشده را برای آببندی به کار بگیرند؛ ما اصول عملکردی آنها را در مقاله بررسی تخصصی پیچ شیروانی بررسی کردهایم.
بخش هفتم: راهنمای لجستیک و تدارکات؛ پیشگیری از شکست با خرید اصولی در بازار پایتخت
بخش عمدهای از شکست پیچها در پروژهها، به دلیل اشتباه دپارتمان تدارکات در تأمین قطعات فاقد اصالت متالورژیکی از لایههای غیررسمی بازار آزاد رخ میدهد. بورس توزیع اتصالات در تهران (مناطق شادآباد و حسنآباد) رفتارهای اقتصادی و کیفی متفاوتی دارند که مدیران خرید باید آنها را بشناسند.
ما در گزارش میدانی مرکز فروش پیچ و مهره در تهران تبیین کردهایم که چگونه دفاتر بازرگانی مستقر در مجتمعهای مدرن شادآباد (مانند آوا جنرال)، با ارائه گواهیهای تست معتبر آزمایشگاهی (MTR)، ریسک خرید قطعات تقلبی کارگاهی را به صفر میرسانند. برای پروژههای تجدیدپذیر خورشیدی نیز که اتصالات بارهای شدید باد و سیکلهای حرارتی مداوم بیابانی را تحمل میکنند، انتخاب گریدهای استیل کالیبره شده اهمیت دوچندانی دارد؛ شما میتوانید جزئیات سازهای این قطعات را در راهنمای اتصالات تخصصی پنلهای خورشیدی بررسی نمایید.
نتیجهگیری: نگاه مهندسی به جزئیات، ضامن پایداری کل سازه است
بریدن و شکست یک پیچ، یک حادثه اتفاقی یا ناشی از “بدشانسی صنعتی” نیست؛ بلکه این پدیده خروجی مستقیم یک خطای مهندسی در محاسبات تنش، انتخاب نادرست گرید آلیاژی، آبکاری غیراستاندارد یا عدم اعمال گشتاور کالیبره شده در کارگاه است. مهندسان میتوانند پیشگیری از شکست خستگی را با شعاعدار کردن ریشهی رزوهها، تأمین پیشبار دقیق کششی و استفاده از پوششهای نوین زینک فلیک (داکرومات) محقق کنند. پلتفرم بازرگانی و مهندسی بولتیکال با درک عمیق از مکانیک شکست و متالورژی کاربردی، انواع پیچ، مهره، استاد بولت و انکرهای تخصصی صنایع مادر را همراه با سرتیفیکیتهای معتبر آزمایشگاهی و تضمین ۱۰۰ درصدی اصالت آلیاژ تأمین مینماید تا ضریب ایمنی پروژههای کلان کشور کاملاً منطبق بر استانداردهای بینالمللی حفظ شود.











