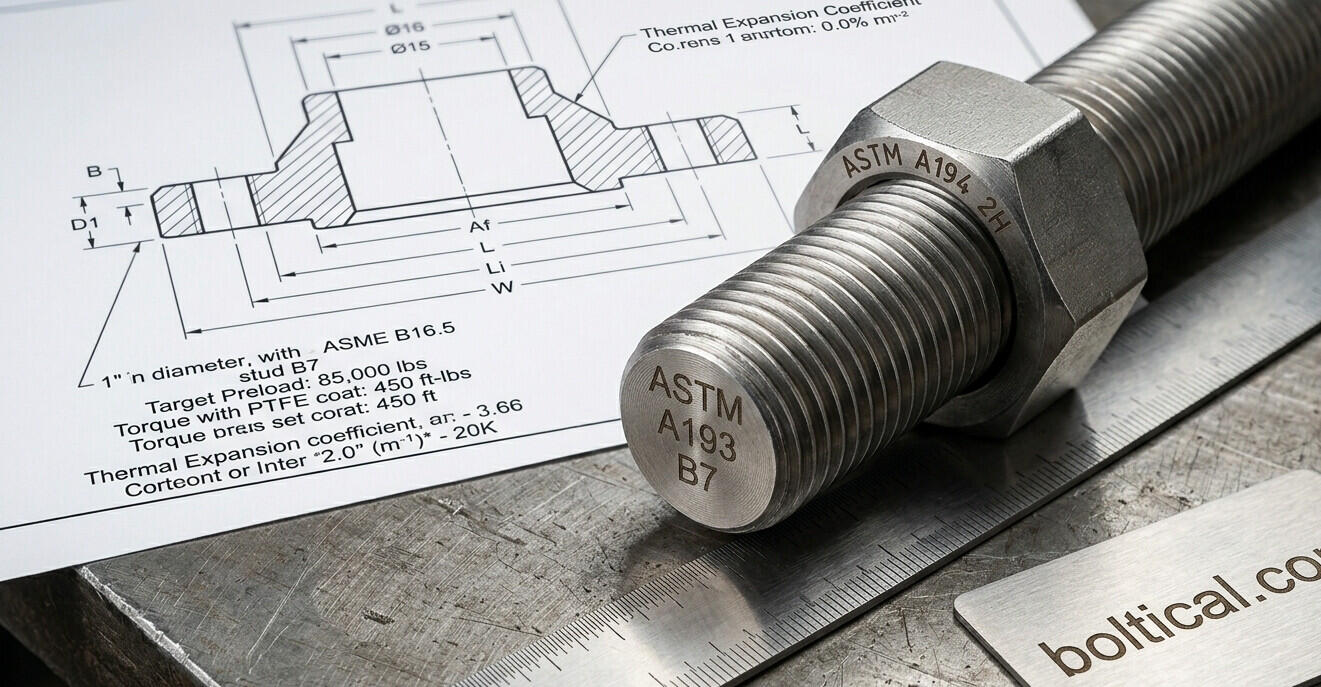
در طراحی سیستمهای لولهکشی صنعتی (Pipelines) و اتصال فلنجهای پرفشار در صنایع نفت، گاز و پتروشیمی، هیچ المانی به اندازه ایمنی اتصالات در برابر نشت سیالات هیدروکربنی اهمیت ندارد. یک نشتی کوچک در خطوط انتقال گاز ترش یا بخار فوقداغ، میتواند منجر به فاجعههای انسانی و مالی جبرانناپذیری شود. در پایپینگ بر اساس استانداردهای ASME و ASTM، یک فرمول طلایی و همیشگی وجود دارد: «استاد بولت B7 و مهره 2H». اما چرا از میان صدها گرید فولادی و آلیاژی، این ترکیب خاص به عنوان ستون فقرات و استاندارد مطلق پتروشیمی انتخاب شده است؟ در این مقاله مرجع از مجله مهندسی بولتیکال، علت این همافزایی متالورژیکی و فیزیکی را کالبدشکافی میکنیم.
بخش اول: کالبدشکافی متالورژیکی استاد بولت ASTM A193 Grade B7
برای درک علت موفقیت این زوج، ابتدا باید شناسنامه فنی هر کدام را جداگانه بررسی کنیم. استاد بولتهای گرید B7 تحت استاندارد ASTM A193 (اتصالات آلیاژی و استیل برای سرویسهای دمای بالا یا پرفشار) تولید میشوند.
فرمولاسیون شیمیایی و فولاد پایه B7
فولاد پایه برای ساخت استاد بولت B7، فولاد کمآلیاژ کروم-مولیبدن است که در سیستم نامگذاری AISI به عنوان **فولاد ۴۱۴۰** شناخته میشود. افزودن این دو عنصر آلیاژی، خواص مکانیکی پیچ را دگرگون میکند:
- کروم (Chromium): افزایش مقاومت به اکسیداسیون و خوردگی اتمسفری در دماهای بالا و ارتقای سختیپذیری مغز فولاد.
- مولیبدن (Molybdenum): افزایش شدید مقاومت تسلیم در برابر پدیده خزش (Creep) در دماهای بالا. خزش به معنای تغییر شکل پلاستیک و تدریجی متریال تحت بار ثابت در طول زمان است.
این فولاد پس از رولینگ، تحت فرآیند عملیات حرارتی **کوئنچ و تمپر (Quenched & Tempered)** قرار میگیرد تا ساختار کریستالی آن به مارتنزیت بازپختشده تبدیل شود. این فرآیند مقاومت کششی نهایی قطعه را به حداقل ۸۶۰ مگاپاسکال میرساند. برای مقایسه رفتار این آلیاژهای اینچی با استانداردهای میلیمتری، میتوانید مقاله پیچ خشکه چیست؟ بررسی گرید ۸.۸ و کاربرد آن را مطالعه فرمایید.
بخش دوم: مهره سنگین ASTM A194 Grade 2H چیست؟
مهرههای جفتشده با این ساقه، طبق استاندارد ASTM A194 (مهرههای کربنی و آلیاژی برای پیچهای پرفشار و دمای بالا) و از رده **مهرههای ششگوش سنگین (Heavy Hex Nuts)** انتخاب میشوند. پسوند **2H** مخفف Quenched and Tempered High Hardness (عملیات حرارتی شده با سختی بالا) است.
این مهرهها از فولاد متوسطکربن ساخته شده و پس از تولید، تحت عملیات حرارتی شدید قرار میگیرند تا درجه سختی راکفل سی (Rockwell C) آنها بین ۲۴ تا ۳۵ تنظیم شود. این سختی بالا تضمین میکند که رزوههای داخلی مهره تحت گشتاورهای سهمگین آچارهای هیدرولیکی دچار کچلی یا دفرمهشدن نخواهند شد.
اگر پروژه شما در بخشی از خط لوله قرار دارد که با متریالهای استیل ضدزنگ طراحی شده، برای تامین مهرههای استیل مکمل باید ضوابط دیگری را در نظر بگیرید که جزئیات آن در بخش دستهبندی فروشگاه پیچ و مهره بولتیکال در دسترس است.
بخش سوم: دلایل پنجگانه مهندسی برای استاندارد بودن ترکیب B7 و 2H
هماهنگی مکانیکی این دو قطعه بر اساس اصول تئوری الاستیسیته و مهندسی مواد شکل گرفته است. در ادامه دلایل فنی این ترکیب را تشریح میکنیم:
۱. تناسب و تعادل درجه سختی (Hardness Compatibility)
یکی از قوانین طلایی در مهندسی اتصالات این است: «مهره باید همیشه کمی نرمتر یا همسختی با پیچ باشد، اما نباید دچار وا رفتگی رزوه شود.» اگر مهره بیش از حد سخت باشد، رزوههای پیچ B7 را در حین سفت کردن میتراشد و اتصال را نابود میکند. ترکیب شیمیایی و عملیات حرارتی مهره 2H به گونهای کالیبره شده است که سختی آن کاملاً با مقاومت کششی استاد بولت B7 همخوانی دارد. این همخوانی مانع از قفلشدگی متالورژیکی (Galling) رزوهها تحت فشار میشود.
۲. ثبات رفتار حرارتی همگن (Thermal Expansion Match)
در واحدهای پالایشگاهی، فلنجها ممکن است دمایی تا ۴۰۰ درجه سانتیگراد را تجربه کنند. از آنجا که استاد بولت B7 و مهره 2H هر دو از خانواده فولادهای آلیاژی کربنی هستند، ضریب انبساط حرارتی (CTE) تقریباً یکسانی دارند. این یعنی با افزایش دمای خط لوله، پیچ و مهره به یک میزان منبسط میشوند. اگر ضریب انبساط متفاوت بود، با داغ شدن خط، مهره بیشتر باز میشد و اتصال شل میشد، یا پیچ بیشتر منبسط میشد و فاکتور پیشبار (Preload) از بین میرفت و فلنج دچار نشتی سنگین میشد.
۳. تحمل گشتاورهای سهمگین پیشبار (High Preload/Torque Capacity)
برای آببندی کامل گسکتها (واشرهای آببندی بین دو فلنج)، استاد بولتها باید با نیروی بسیار زیادی کشیده شوند تا دو لبه فلنج را به هم بچسبانند. این نیرو توسط آچارهای هیدرولیکی و نیوماتیکی اعمال میشود. مهره 2H به دلیل ساختار سنگین (ضخامت گوشت بیشتر نسبت به مهرههای معمولی) توانایی انتقال کامل این گشتاور بستن را به ساقه B7 بدون تسلیم شدن دارد. برای بررسی مکانیزمهای اعمال گشتاور روی انکرهای سازهای، میتوانید نگاهی به داکیومنت محاسبه ظرفیت باربری انکربولتها بیندازید تا متوجه تفاوت گشتاور انکرهای ساختمانی با پیچهای پایپینگ شوید.
بخش چهارم: جدول الزامات مکانیکی و متالورژیکی ترکیب استاندارد پتروشیمی
ابعاد و رزوههای این ترکیب معمولاً بر اساس سیستم اینچی یکپارچه (ASME B1.1) با گام رزوههای دنده ریز سری 8-UN طراحی میشوند تا سطح مقطع کششی بزرگتری ایجاد کنند. جدول زیر مرجع فنی این الزامات است:
| نوع قطعه صنعتی | استاندارد متریال (ASTM) | استاندارد ابعادی (ASME) | حداقل مقاومت کششی (Tensile Strength) | محدوده سختی مجاز (Hardness) |
|---|---|---|---|---|
| استاد بولت B7 | ASTM A193 Gr. B7 | ASME B18.31.2 | 125 ksi (860 MPa) | Max 35 HRC |
| مهره ششگوش سنگین 2H | ASTM A194 Gr. 2H | ASME B18.2.2 | Proof Load: 150 ksi | 24 to 35 HRC |
نکته بازرگانی و تدارکاتی: برای خرید این قطعات با گواهی تست اصالت آلیاژ، میتوانید به بخش دستهبندی تخصصی استاد بولت بولتیکال مراجعه کرده و سفارش خود را ثبت کنید.
بخش پنجم: پوششهای سطحی اختصاصی برای زوج B7 و 2H
فولاد ۴۱۴۰ بدون پوشش، در برابر رطوبت و گازهای خورنده به سرعت زنگ میزند. از آنجا که این پیچها در تاسیسات بیرونی (Outdoor) نصب میشوند، مهندسان متالورژی پوششهای ویژهای را برای آنها تجویز میکنند:
۱. پوشش تفلون صنعتی (PTFE / Xylan Coating)
بهترین و مدرنترین پوشش برای ترکیب استاد بولت B7 و مهره 2H، تفلون صنعتی است. این پوشش که معمولاً در رنگهای سبز و آبی دیده میشود، دو مزیت حیاتی دارد: مقاومت شیمیایی فوقالعاده در برابر اسیدها و نمکهای دریایی، و ایجاد یک لایه روانکننده استاتیک که ضریب اصطکاک رزوه را در زمان بستن یکنواخت میکند. اصول مهندسی این فرآیند در مستند روشهای آبکاری و پوششدهی پیچ و مهره کالبدشکافی شده است.
۲. پوشش کادمیوم و کادمیوم-بیکرومات
از روشهای سنتی محافظت که روانکاری خوبی ایجاد میکند، اما به دلیل مسائل زیستمحیطی در بسیاری از پروژههای جدید با پوششهای داکرومات جایگزین شده است.
بخش ششم: لجستیک تدارکات و فاکتورهای موثر بر قیمت استاد بولت B7 و مهره 2H
تأمین اتصالات نفت و گاز به دلیل الزام دریافت تاییدیه شرکت ملی گاز یا نفت (Vendor List)، فرآیندی کاملاً فنی-حقوقی است. در هنگام خرید این قطعات، نکات زیر را در نظر داشته باشید:
۱. هاب توزیع و زنجیره تامین در تهران
بزرگترین دفاتر وارداتی و کارگاههای رزوهکاری تراش این قطعات سنگین اینچی در بورس غرب تهران (شادآباد) مستقر هستند. ما در مقاله میدانی مرکز فروش پیچ و مهره در تهران راستهها و پاساژهای تخصصی این حوزه (مانند مجتمع آوا جنرال) را بررسی کردیم. همچنین مدل مالی این معاملات بر خلاف خردهفروشیهای مرکز شهر، بر پایه حجم فاکتور و محاسبات وزنی انجام میشود. نوسانات این روش قیمتگذاری در گزارش قیمت پیچ و مهره کیلویی؛ عوامل موثر در نوسانات بازار به صورت علمی واکاوی شده است.
۲. ضرورت دریافت برگه آزمون متالورژی (MTR)
به دلیل وجود قطعات تقلبی (که پیچهای گرید معمولی آهن را با آبکاری یا حک جعلی به عنوان B7 به فروش میرسانند)، دریافت برگه آزمایشگاه معتبر (شامل تست کوانتومتری برای اثبات حضور کروم و مولیبدن، تست کشش و تست سختیسنجی مهره 2H) برای ناظران پروژه یک الزام قطعی است. برای آشنایی با اصطلاحات رزوهکاری و تلرانسهای گام پیچها قبل از خرید، مطالعه واژهنامه تخصصی اتصالات و رزوههای مهندسی توصیه میشود.
نتیجهگیری: همافزایی مهندسی برای امنیت پایپینگ
انتخاب ترکیب استاد بولت B7 و مهره 2H به عنوان استاندارد صنایع پتروشیمی، حاصل یک تصمیم سلیقهای نیست؛ بلکه خروجی مستقیم محاسبات رفتار مکانیکی مواد در شرایط بحرانی است. چقرمگی و مقاومت در برابر خزش حرارتی فولاد کروم-مولیبدن B7 در کنار سختیپذیری بالا و مقاومت در برابر هرز شدن رزوههای مهره سنگین 2H، یک سیستم قفلکننده بینقص را به وجود میآورد که تغییرات دمایی و فشارهای تنی خطوط لوله را مهار میکند. پلتفرم مهندسی و بازرگانی بولتیکال (Boltical) با درک حساسیتهای این صنف، انواع استاد بولتهای B7 اینچی را به همراه مهرههای سنگین 2H با اصالت آلیاژی تضمینشده و گواهی مانیتورینگ متالورژیکی آزمایشگاههای مرجع، به صنایع پالایشگاهی و پتروشیمی کشور عرضه مینماید.